切削工具-Cutting tools-
技術論文
機械と工具2011年9月号より転載
溝加工における切粉の排出性について
当社は工具の輸入代理店としてスタートし、今年で40周年を迎えることとなった。当初はミルコーナ(溝入れ)や、グランルンド(座ぐり)など、他にない工具ということで多くのユーザーに支えられてきた。その後もニッチな商品を中心に展開し、現在に至るまで自社ブランド商品であるカットピアなどの溝入れ関係の商品に力を入れてきた。
溝入れ自体がある意味ニッチなためか、技術情報はフライス加工ほど目にすることは多くはないが、今回は、弊社の溝入れ工具の説明と、それを使用していかに切粉の排出をスムーズに行うかについての提案をしたいと思う。
1.溝入れ工具について
まず、今更であるが、ミルコーナ社の工具(スウエーデン)について説明したい。溝入れ専門メーカーとして日本市場に登場してから、すでに30年以上が経っているこの工具は、実はホルダーのメジャーチェンジをほとんどしていない。というのも、ミルコーナ社は「シンプルで単純な形状こそ最も強度がある。」というコンセプトを持っているからだ。もちろん、技術の進歩に従い、細かい部分でのマイナーチェンジはしてきたが、複数コーナや交換式のヘッドなどは採用せず、あくまで剛性重視のシンプルな一体型の形状にこだわっている。これにより、ミルコーナでなければ出来ない溝があるというのも言い過ぎではないだろう。
そして、ミルコーナがカバーしていない小径のワークに対応するため、当社の独自商品としてカットピアブランドを立ち上げ、端面溝はヨコミゾ君、内径溝はウチミゾ君によって、溝加工のさまざまな要求に対応出来るようになった。
溝加工というと、外径(突っ切り)、端面、内径、ヌスミなどがあるが、今回は特に端面溝加工についてのトラブル対処法を中心に説明したい。
溝入れ加工は、切粉の排出性という要因が切削性に大きく関わってくる。誤解を恐れずに書くならば、溝加工はフライス加工に比べて単純な加工であるが、しかし単純だからこそ、トラブルを起こした際の対処法が限られてしまい、解決が難しくなってくる。トラブルとしては、工具寿命が悪い、ビビリが起きる、面粗度が悪い、切粉の排出性が悪いなどが挙げられ、同じようなワークでも加工径や深さが変わると切削性も大きく変わってきて、ブレーカーや切削条件の変更だけではなかなか改善されないケースも多い。
2.端面溝における加工深さの限界
通常の標準の角バイトを使用した端面溝の場合、インサート幅の5倍程度が溝加工深さの限界とされている。ミルコーナの場合は4mm幅のインサートなら深さ最大25mm。6mm幅なら深さ32mmまでである。
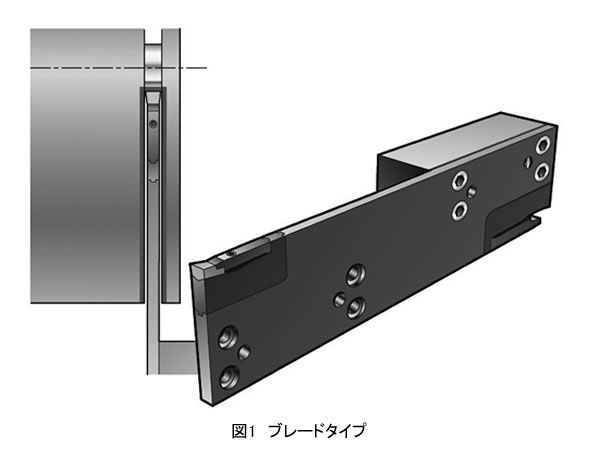
外径溝(突っ切り)加工ならばブレードタイプ(図1)などのように保持高さを高くすることによって強度を増し、さらに深く入れることは可能であるが、しかし端面溝の場合は溝の曲率と、切粉の流れも複雑になるため、通常は溝幅の5倍程度が限界とされている。しかし現実にはこれを大きく上回る深さの要求も増えてきており、それはコストを下げるために部品の一体化が進んだことも要因の一つであろう。
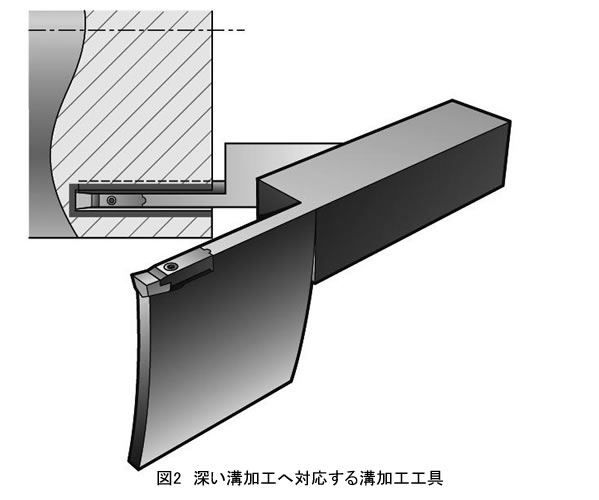
このような溝へ対処するには、剛性のある工具を使用する必要がある。図2はミルコーナの特注対応で製作した工具だが、刃物台へのアタリを上面と前面の2面で保持し、出来るだけ突き出し部分の高さを稼ぐようなバイト形状により、深い溝加工が可能となっている。
(これらは2010年のJIMTOFにて実物を展示した。ご覧になった方もいるかと思うが、レプリカと間違われるような大きさである。)
3.溝の深さと切粉の排出性について
端面溝加工で深い溝を削る際の一般的な注意点について述べたい。
溝深さが最大15mm程度なら、図3のように一気に底まで削っても、切粉は比較的スムーズに排出される。(その際に外径側から削るか、内径側から削るかについてはワーク材質や加工径が影響してくるので次の項で詳しく説明したい)
端面溝加工は、深さが15mmを超えると、切粉の排出性が一気に悪くなってくる。
例えば、溝の深さが45mmあった場合に図3のように一気に底まで削ると、切粉が非常に排出されにくくなり、切粉噛みによるチップ損傷やホルダー破損につながってしまう。そのため深い溝の場合は図4のように、入口から2~3段程度に分けてまず①→④を加工し、次に⑤→⑧、最後に⑨→⑫の底部分を削るというように深さをいくつかに分けて加工することで、切粉を排出しやすくすることが出来る。もちろん、切粉が切断されにくいワークの場合はステップを0.2~0.5mmで入れて、強制的に切断する必要がある。
4.加工径とワーク材質の違いによる切粉の排出性について
次に、ワークの違いによる切粉の排出性について述べたいが、これは理論上の数値に裏付けされたものではなく、弊社の経験に基づく提案となることをご了承願いたい。
4‐1一般的なワークでの加工
ある程度溝幅の広い場合は何パスかに分けて削っていく。たとえば溝幅15mmで使用インサート幅が5mmなら3パスとなるが、この場合、内径側に一発目を入れてから外側に広げていくか、外径側に入れてから内側に広げていくことになる(ナライ加工という意味ではない)。これは所持する工具や、作業能率、冶具等の都合もあると思うが、特に制約がない場合は(図5)①→②→③のように溝の外径側から内径側へ広げるのがセオリーとされている。ホルダーの突き出し部分の曲率が大きい方が工具の剛性があるため、もし工具にいくつかの選択肢がある場合は、曲率(インサート保持部分の突き出し部R形状)の大きなホルダーを選択した方が剛性があるというのが第一の理由だ(詳しくは弊社HPの技術資料に記載)。さらに切粉の流れを考えたとき、切粉が遠心力で外側に飛ばされるため、外側にクリアランスがあった方が切粉の逃げる空間ができて、スムーズな排出につながることも理由にある。
4‐2粘いワークの加工
しかしこれが適用されないケースもある。それが非常に粘いワークを削る場合である。
溝加工の場合、粘い(柔らかい)ワーク=S10~25C、アルミ系、銅合金、真鍮、合金系などは非常に厄介で、切粉絡みによるトラブルの原因となり、最悪の場合、ホルダーが破損してしまうこともある。(同じように使っていたのに、前触れなく突然折れてしまうケースでは、このような切粉絡みが原因のケースが多い)
柔らかいワークの深溝加工では、外側にクリアランスがあると、そこで切粉が暴れて切粉絡みの原因につながってくる。そのため、対策としては溝の内側から外径側に向けて削る(図6)ことで、外側の壁が常にガイドの役目をして、スムーズに切粉の排出につながるケースがある。
4‐3小径端面溝入れ加工
次に小径の端面溝入れ加工について説明したい。φ20以下でそれほど深くない端面溝加工に言えることだが、径が小さくなると遠心力が小さくなるので、切粉は外側には飛ばされにくくなり、どちらかといえば内側に巻き込む傾向が出てくる。この場合は(溝幅が2パス以上ある場合)、図7のように、1.内径側→2外径側の順番で削ることで改善されることがある。
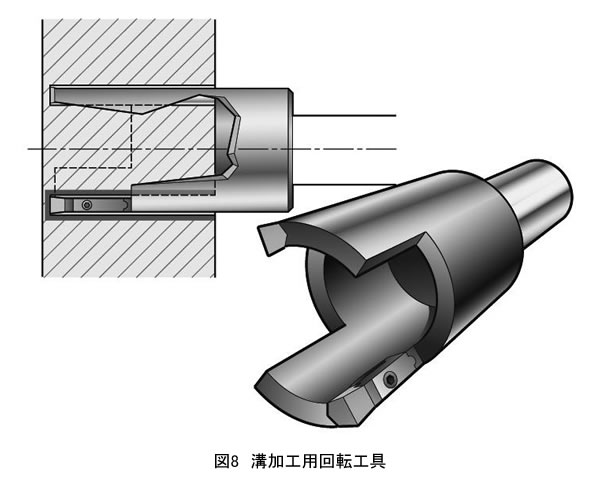
5.バランスヘッドを使用した、深い溝入れ
さらに深い端面溝の場合は、回転工具を使用する方法もある(図8)。ワークはアルミなどに限定されるが、幅8mmで深さ100mmを超えるような溝での実績もある。
6.内径溝加工
最後に内径溝加工について少し述べたい。
内径溝は、その形状から切粉が非常に排出されにくく、クーラントも届きにくいため、難易度の高い加工だ。当社が提案したいのは、まずチップのスクイ面にネジレの研磨を施し、切粉を螺旋状にねじることで排出しやすい切粉の流れを作ること。さらに工具先端にオイルホールを加工することで、直接加工点に切削油がかかり、切削性、仕上げ面粗度ともに向上がみこまれることである。
最後に述べた内径溝加工は、直接見ることが出来ない加工であるため、文字通り手探りの状態ではある。しかし他のさまざまな溝加工も含め、加工方法の変更や新しいアイディアによって作業効率が少しでも改善できれは幸いである。