切削工具-Cutting tools-
技術論文
機械と工具2010年9月号より転載
座ぐり加工 裏座ぐり加工
フジBC技研では、溝入れ工具、小径溝工具、深穴ドリルなど、比較的ニッチなニーズに対応するよな商品と、難加工をターゲットに絞ったステルラム社フライス工具などを扱っている。そして今回は、グランルンド社(*1)及び、カットピア(フジBC技研独自ブランド)の座ぐり工具について紹介したい。
座ぐり加工はメインの目立つ加工ではないが、その加工場所や座ぐりの径の大きさ、深さによっては非常に難しい加工となる場合がある。使用する工具についても、万能な工具が存在していないため、場合によっては試行錯誤の状態になってしまうのがこの座ぐり加工であり、後述する大径の裏座ぐりに関しては永遠の課題といっても良い加工であろう。
今回は表座ぐり(以下:座ぐり)と裏座ぐりについて、工具の提案をしていきたい。
どれも新しい商品ではないが、今回改めて紹介させて頂くことで新たな提案に繋がると思う。
1.座ぐりの種類
座繰り加工は、一般的には(ネジの)下穴部分と座ぐり部分からなり、決まった規格があるわけではないので、その組み合わせはとてつもなく多くなる。もし一体型の工具でそれらをカバーしようとすると、非常に多くの種類の工具が必要になってしまう。
量産品で寸法が決まれば、特注で製作しているユーザーも多いのではないだろうか。しかしその場合は設計変更で寸法が代わった場合には、対応できなくなってしまうケースも多い。そこでグランルンド社が考え出したのが、組み合わせ式である。
パイロット(もしくはドリル)と座繰りカッタ、ホルダを別々にして組み合わせることにより、特注の工具を作らなくても都度必要な下穴径、座繰り径に変更して対応できるようになっている。
ザグリにはワークの表側から座ぐる方法(以下、座繰り)と、下穴を通してワークの反対側(裏側)から座ぐる方法(裏座繰り)の2種類あり、それぞれ別の工具が必要となる。
また例えば高いシール性が必要なワークの場合、樹脂パッキンを傷つけないために底面の微細なキズや段差、カッターマーク等の加工時に止むを得ず付いてしまうものもNGの場合もあるし、非常に厳しい精度(平面度、直角度など)を求められるワークもある。
2.座ぐり加工について
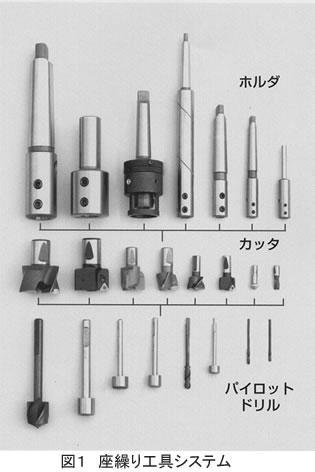
表座ぐり(以降、座ぐり)で工具選定に影響する要因は、下穴のドリル加工の有無、座繰りの径、深さ、ワークの種類が挙げられる(場合によっては使用する機械も含まれる)。そこで適切な工具の使い分けが必要であるが、グランルンド社の座繰り工具システム(図1)は、それらに広く対応するために考え出された商品である。
まずパイロットは、ドリル、固定式パイロット、ローラー式(高速回転用)パイロットの3種類がある。カッタ本体は、ハイス式は、ネジレ角を24°,28°,35°と3種類。超硬ロー付けタイプはK種の鋳物用として3種類。さらにスローアウエー式も揃えている。これにより様々なワークへ対応し、座繰り径φ5~最大φ85まで、パイロットはφ2.5~φ50までの座繰り加工を行うことが出来る。さらにそれらにホルダを加えた3つの工具を、強度的な面から大きさ別に4つのグループに分け(*2)そのグループ内で適切な工具を自在に選定することが出来る。
3.裏座繰りについて
裏座繰りに関しての問題を2つ挙げると、下穴を通した反対側に座繰り加工をしなければならないということと、そして加工面が見えない場合が多いということある。つまりは、見えない状態でも確実に安定して切削できる工具が必要ということになる。
裏座ぐり用工具として、クイックチェンジ式(ハンドチェンジ式)と、マシニングセンタ用(自動化対応)の2点について紹介したい。
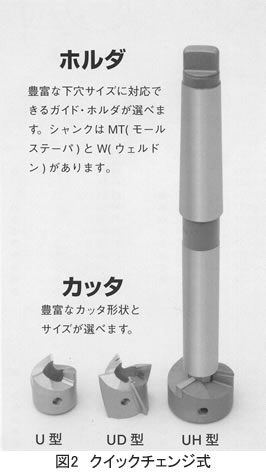
3-1 クイックチェンジ式
まずクイックチェンジ式(図2)であるが、カッタに付いた固定ピンに、ホルダを指し込み、回し込んで固定するだけの簡単な構造である。先に述べたように見えない箇所へ加工をするため、できるだけシンプルな形状の方が確実性があるし、カッタの径とホルダ(下穴径)を自在に選べるので、選択肢を広げることが出来る。しかし、人の手で取り付け→加工→取り外しを行わなければならないため、自動化には向いていない。また、加工場所に手が届かないような場合は使用不可という問題もある。
3-2 マシニングセンタ用
そこで、カットピア(フジBC技研の独自ブランド)から、マシニングセンタ用裏座繰り工具として出したのが、BPFシリーズである。(図3) 偏芯してから下穴に入れて、回転しながら引き抜くというシンプルな構造ながら、スローアウエー方式のためコスト面でメリットがあり、またこのタイプは、アーバー一体型(図4)や超硬製(*3)にすることで、一層剛性を持たせることも可能となってくるため、下穴径が細い場合や、下穴長が深い場合などに効果を発揮する。

3-3大径の裏座繰り工具(特殊工具)について
φ80以上の大径の裏座繰り加工となると、苦労した経験をお持ちの方も多いのではないだろうか。用途は、造船、風力発電、ギアボックスなど様々な場所で必要となっている。
座繰りという加工の性質上、径が大きくなればなるほど切削抵抗が非常に大きくなり、一本バイト等で削った場合はビビリが非常に問題となってくる。エンドミルでコンタリング加工した場合は非常に時間がかかってしまうし、ワークの形状からエンドミル加工ができない場合が多い。そして高いシール性が求められる場合には、底面の仕上げの要求が厳しく、カッタ目やチドリ刃による段差がNGの場合も多い。
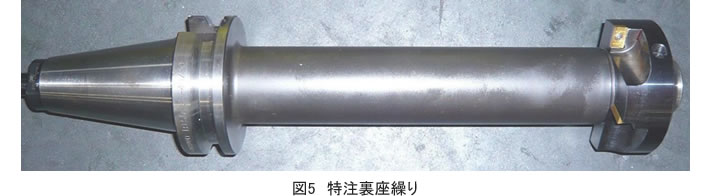
弊社では過去、2通りの方法で対応してきた。仕上げ面要求がそれほど高くない場合には、標準のインサートをチドリ刃状に並べる方法(図5)と、仕上げ面要求が厳しい場合は、ロング刃のインサートでつなぎ目なく加工する方法である。後者について詳しく説明すると、切削抵抗の極めて少ないシャープエッジ+大きなスクイ角を持った超硬(もしくはハイス)インサートを製作し、さらにチップポケットを大きく取ることでスムーズな切削をすることができた。座ぐり径は最大φ140の実績がある。どちらもスローアウエー方式にすることでチップ交換もスムーズになっている。
最後に、座ぐり加工はいわばメインから外れた加工である。しかし場合によってはそのワークの軸になるような部分であり、決して容易な加工ではない。そして今回紹介した工具がそういった加工を解決する手段の1つになればと考える。
今後、座ぐり加工はまだまだ発展の余地を残しており、それを突き詰めることで、新しい技術や産業が生まれてくる可能性を持っている。ユーザーと共により良い工具を開発していきたい。
(*1)グランルンド社は、スウエーデンの座繰り工具に特化した工具メーカー。
(*2) ホルダとカッタ、パイロット(またはドリル)は強度を落とさないため、大きさごとに4つにグループ分けがされている。詳しくは弊社HP、もしくはカタログ参照のこと。
(*3)シャンクと軸部分のみ超硬仕様。